-

重庆泰樾新材料有限公司
主营:聚氨酯弹簧,聚氨酯胶辊,聚氨酯包胶轮

重庆泰樾新材料有限公司
主营:聚氨酯弹簧,聚氨酯胶辊,聚氨酯包胶轮 5
5

重庆泰樾新材料有限公司——始终以聚氨酯高分子原材料、聚氨酯预聚体精密配置研发为公司发展方向,实现管理化标准、生产标准化、服务标准化的行业准则。以质量保证、服务真诚为行为理念。
在使用聚氨酯胶辊的过程中,会因为人为的操作不当或者外界因素的影响而导致其出现起皮、破铜、磨损等问题,这个时候先要看损坏的程度是否严重,如果是大面积的损坏应该及时送往厂家进行修补或者更换,反之可以按照说明书或者人员的进行维修工作。接下来为大家简单介绍维修的三个要点:
1、表面处理,将待修补的产品打毛,清洁、去污、脱脂,并晾干。
2、产品的修补,将橡胶修补剂固化剂倒入铁盒内,很快搅拌均匀(1:1),然后倒到产品的损坏处。
3、固化:常温固化4-6小时可以使用,48小时符合很大强度。
4、局部破损:先标记伤口轮廓线(应比破损部位略大),然后使用角磨机,配磨度适中的打磨碟,对伤口部位进行打磨,直至产品损伤部位表面呈现特定的弧度,且无突起便可。其次可以将打磨面清理干净,然后刷SC2000混合物,靠前遍完全干燥后,再涂二遍,待其干至略有粘性但不附着在指背便可,若伤口部位橡胶破损过大,应先使用T2胶进行填充。后在伤口部位粘贴补片,粘贴过程中尽量避免包入空气。然后使用压实产品由内至外滚压补片,将其压实,并排除气泡。
5、若没修补材料对其进行加强,产品在局部拉力不一样的条件下工作,很容易造成损伤的扩大。
聚氨酯胶辊的性能在很多时候是受到其他因素影响的,而且有一部分因素起到了很大的破坏因素。
1、多元醇分子量对胶辊性能的主要因素:分子量的大小决定了聚氨酯弹性体中特性基团的密度:聚酯型随分子量,则其物性可提高;而聚醚型随分子量增加,则提高了其柔顺性,拉伸强度和模量会有所下降。一般应控制多元醇分子量在1100-2200之间。
2、 扩链系数的影响: 胺类固化剂(MOCA)与预聚体中NCO的当量比(NH2/NCO)对胶料物性影响明显一般以0.85-0.95%为宜。对于MOCA交联体系一般应保持NCO稍过量,可使弹性体制品具有合适的交联度,当扩链系数为0.88时,化学交联和物理交联达到较好平衡,弹性体的综合性能;:当到1或更大时,因MOCA的增塑效应,且化学交联和氢链的减弱,强度明显降低,且变形较大。(故实用为保险,则扩链系统常取0.85)。
3、混合温度的影响:由于预聚体及扩链的种类不同,其工艺条件(混合温度)亦不同,混合温度提高釜中寿命和凝胶时间缩短,过低的混合温度为固体扩链剂所不允许,虽有利于延长釜中寿命和提高物理性能,但不易脱泡和均匀混合(因粘度变大),以扩链剂在预聚体中不析出为宜,如MOCA则以110-120℃为宜。
4、预聚体异基(NCO)百分含量的影响:随NCO增加,则硬度、抗撕裂,定伸强度,拉伸强度提高,且聚体粘度降低,易于脱泡和混合,而伸长率下降;NCO过高,则胶料固化速度过快,釜中寿命变短,对浇注工艺较为不利。故NCO%一般在2.4-6.5%为宜。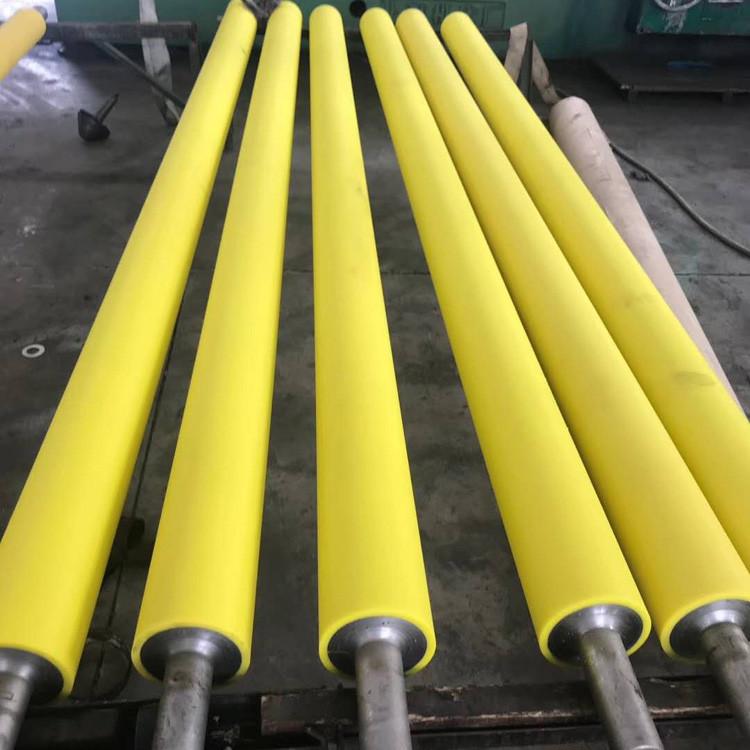
胶辊的日常使用中,应做到按照胶辊厂出厂时产品的技术要求及相应胶辊规范来进行使用。特别注意耐温、耐压力、耐等相关参数的影响。
1. 辊面清洁
辊面清洁工作日生产过程中辊面常规操作,如辊面有脏东西时,尽量采用酒精或清水等对胶面没有损害的清洁溶剂进行清洁。如果长久清洗不干净,胶辊表面会凹凸不平的现象,轻侧影响使用,重侧造成相关材料及设备的损害。所以,特别是在不开机时将胶辊表面清洁工作做好;
2. 轴承润滑
胶辊的轴承分为两端联动、两端双层联动。不论是采用有油封盖轴承还是开放式轴承,保持轴承良好的润滑,可以避免轴承运转阻力,对辊面造成的损害风险。因轴承缺少润滑而导到辊面损坏的情况,在使用液体硅胶胶面产品时应特别留心,因液体硅胶脆性大,在压力变化中容易开裂。如薄膜拉伸行业中因轴承抱死时,容易出现这样的情况;
3. 胶辊的存放
胶辊胶层一般为弹性体,存放时应避免胶面的长期压力对其造成的形变影响。存放时,应该在轴颈处平直架好,表面不要相互接触或与其他物品接触,以免胶辊变形。胶辊不应存放在邻近大型电动机、发电机的地方。这些设备产生的大量臭氧会使胶辊表面老化而裂开;
4.新制胶辊
新铸制的胶辊不要马上投入使用。因为新铸制的胶辊内部结构还不够稳定,立即投入使用,容易降低使用寿命。建议新胶辊应放置一段时间,使胶辊接触外界环境温湿度後,保持相对的稳定状态,这样可以增加胶体的坚韧性,从而提高耐用效果;
5.重新包胶
胶辊使用到一定寿命后,胶面的磨损、老化会导致其无法满足生产需求。需要对辊面重新包胶。旧胶辊送包胶厂重新包胶前,诺需要整体云除原胶再包胶的情况,可用将整个胶面切开至底层,目的在于防止包胶操作过程中,作业人员不按规操作。
辊芯在运输过程中,切忌不要乱扔乱放乱压或重压,保持辊芯不偏心、不弯曲,以确保辊芯正常利用。同时,重新包胶前,要对胶辊轴承位进行检测,如轴承位存在损坏,需要进行修复处理后再行包胶。
聚氨酯胶辊在生产中如何减少瑕疵的出现?
1、如果是一个位置整齐裂开,可能是原料造成应力收缩开裂,需要更料了,如-NCO值不准,造成比例失调。
2、在聚氨酯料液浇注过程中,要求聚氨酯胶辊铁芯和模具的温度与聚氨酯料液的温度相近。当三者温差较大时,会造成物料的固化速度不均匀,导致聚氨酯材料固化后产生较大的内应力,而刚刚固化的聚氨酯强度很低,脱模后弹性体内部内应力会集中在铁芯的结合面上,聚氨酯胶辊形成较多的裂纹和局部脱芯,严重时会出现明显的裂缝。因此三温差在10℃以内。
3、硫化时间不足。当然可以选用特定的催化剂来缩短后硫化时间,一般80度温度3个小时就可以脱模不需要后硫化,而且不会产生使用一般催化剂所产生的讨厌的气泡和开裂;还有,未达到脱模强度前,切勿移动模具以防龟裂。
4、刚生产出来的聚氨酯胶辊内部结构还不稳定,应在外界放置一段时间,这样可以增加胶体的坚韧性,从而提高耐用效果。一般聚氨酯胶辊的存放需要在洗干净后套上塑料薄膜,然后把胶体封存,避免暴晒、不重压,正确的存放还能够增强聚氨酯胶辊的使用寿命。
5、另外在胶辊停用时还要注意清洗晾晒,以避免沾染的其他异物影响表面的光滑度以及粘度结构,以备下次使用。
重庆泰樾新材料有限公司的生产员工数十人,研发人员高达十人。生产设备齐全,可流水线大量生产。
http://cqqyxcl.b2b168.com
欢迎来到重庆泰樾新材料有限公司网站, 具体地址是重庆市綦江区文龙街道沙坪坝歌乐山山洞路柏果树社8号,联系人是刘兴龙。
主要经营化工相关产品。
单位注册资金未知。
公司长期供应聚氨酯弹簧,聚氨酯胶辊,聚氨酯包胶轮等,产品质量完全符合行业要求,被用户评为信得过产品,**全国各省市、自治,欢迎新老客户来选购考察!